
Please Leave Us A Message
Privacy statement: Your privacy is very important to Us. Our company promises not to disclose your personal information to any external company with out your explicit permission.
El método de ángulo de torque de rosca es apretar el perno o la tuerca al par inicial y luego girarlo a un ángulo específico. Dependiendo de la fuerza axial objetivo, el perno se puede apretar en la región elástica o sobre el campo. La ventaja es que la etapa de ajuste de par inicial se ve afectada por el coeficiente de fricción, pero la fuerza axial generada en esta etapa es pequeña y puede ignorarse.
En la región elástica, la fuerza axial es proporcional al alargamiento del perno. La fuerza axial obtenida girando el perno a un ángulo específico no se ve afectada por el coeficiente de fricción. La dispersión de la fuerza axial del perno es pequeña, por lo que el proceso del método del ángulo de torque se usa ampliamente en automóviles y maquinaria de ingeniería. Las operaciones de ensamblaje se están volviendo cada vez más ampliamente utilizadas.
Para estandarizar el diseño de la tecnología de ajuste de ángulo de torque y mejorar la confiabilidad de la conexión, hoy en día, Torny Master le presentará los pernos métricos de uso común con niveles de resistencia de 8.8, 10.9 y 12.9. El método de ajuste del ángulo de par en la zona de zona elástica y la conexión de la zona de rendimiento, los parámetros del proceso de ajuste recomendado en la zona de rendimiento y la zona elástica son para la referencia de todos, pero aún se deben determinar los parámetros de proceso de ajuste más precisos en función de los resultados de las pruebas.
1. Según la fórmula de cálculo de la fuerza axial, la fuerza axial del perno F es proporcional al alargamiento del perno. El sensor recibe la diferencia de tiempo entre la transmisión de onda ultrasónica en el estado libre y el estado apretado del perno. A partir de la diferencia de tiempo, se puede calcular el cambio en el alargamiento del perno en el estado libre y el estado apretado, y se puede calcular la fuerza axial del perno F.

F - Fuerza axial del perno
E - Módulo de elasticidad del material de perno
S - Área de sección transversal del perno
ΔL - deformación del perno
L - longitud de sujeción de perno
Proceso de apriete del ángulo de par de la sección elástica. En este método de ensamblaje, el rango de valor final del proceso se controla en la zona elástica, y la tasa de utilización del perno es ≥65%.
Proceso de ajuste del ángulo de torque de zona de rendimiento, en este método de ensamblaje, el rango de valor final del proceso se controla en la zona de rendimiento, y la tasa de utilización del perno es del 100%.
3. Alcance aplicable del proceso de ángulo de torque
a. Las piezas que requieren desmontaje, reparación y reemplazo frecuentes después del ensamblaje no son adecuadas para el proceso de ajuste de la zona de rendimiento.
b. Cuando las piezas sujetas son placas delgadas (espesor de sujeción <1D), no se recomienda el proceso de ajuste del ángulo del par.
4. Dos términos clave para el proceso de ángulo de torque
1) Torque de umbral MS-El par utilizado para hacer que las piezas de las articulaciones se ajusten. Antes de este par, se adopta el método de control de par, y después de este par, cambia al control de ángulo.
2) Ángulo de proceso WA-El valor de ángulo controlado por la segunda etapa del proceso de ángulo de torque. Después de completar la instalación de esta esquina, termina un proceso de ensamblaje completo.
5. Configuración de parámetros de proceso de torque y ángulo
El proceso de ajuste del ángulo de torque requiere dos parámetros de proceso: el torque de umbral MS y el ángulo de proceso WA, que se determinará en función de los resultados de la prueba de fuerza de tracción del ángulo de torque. Se deben usar equipos como el probador de fuerza axial ultrasónica, la máquina de ajuste eléctrica y la máquina de prueba de coeficientes de fricción en la prueba.
El par inicial al comienzo de la prueba es generalmente aproximadamente el 30% del par de rendimiento. El ángulo de rotación se puede diseñar de acuerdo con el rendimiento del perno. Si no se puede calcular con precisión, puede comenzar con un ángulo de rotación más pequeño y aumentar gradualmente el ángulo para obtener el rendimiento del perno requerido por el experimento. esquina. Cuando se obtiene la curva, el par umbral se puede ajustar y el ángulo de la esquina del proceso se puede obtener en función del valor de fuerza axial objetivo.
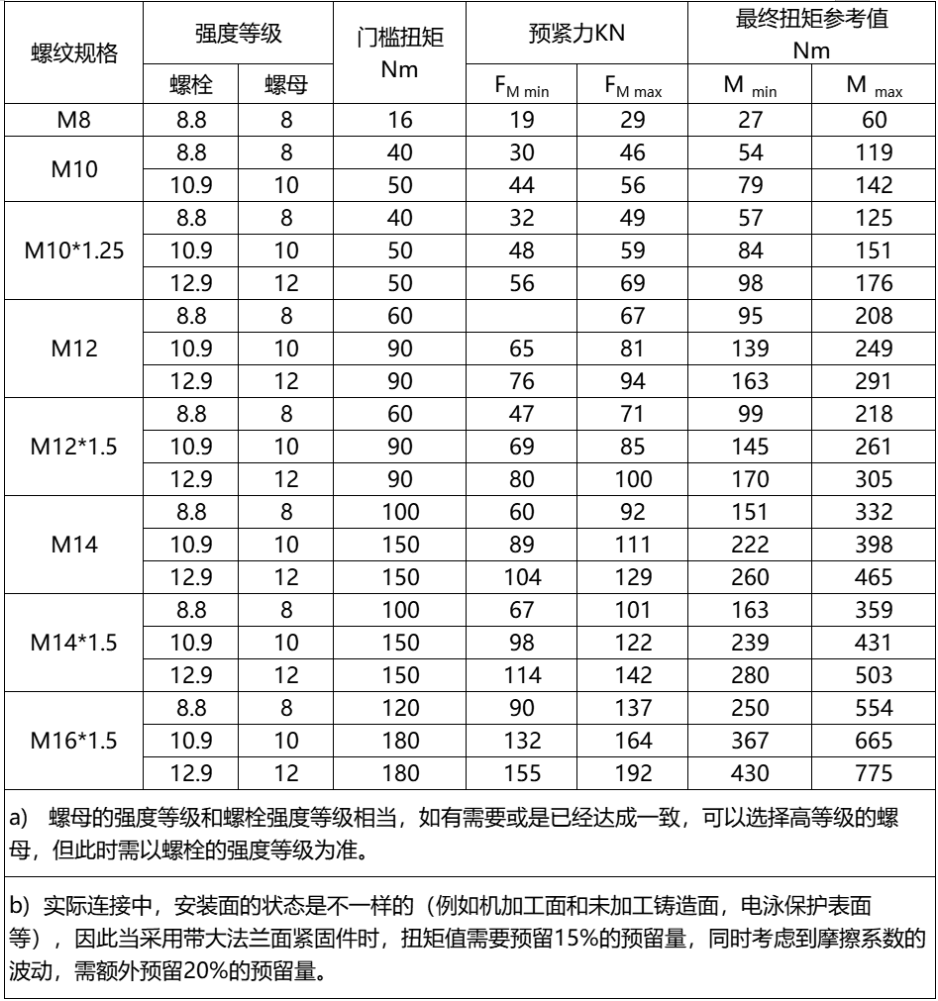
 6. Valores recomendados de los parámetros del proceso para torque y ángulo en la zona de rendimiento
6. Valores recomendados de los parámetros del proceso para torque y ángulo en la zona de rendimientoValor de rendimiento comúnmente recomendado, torque, ángulo, torque de proceso y valores de parámetros de fuerza de precarga se muestran en la Tabla 1 y la Figura 2:
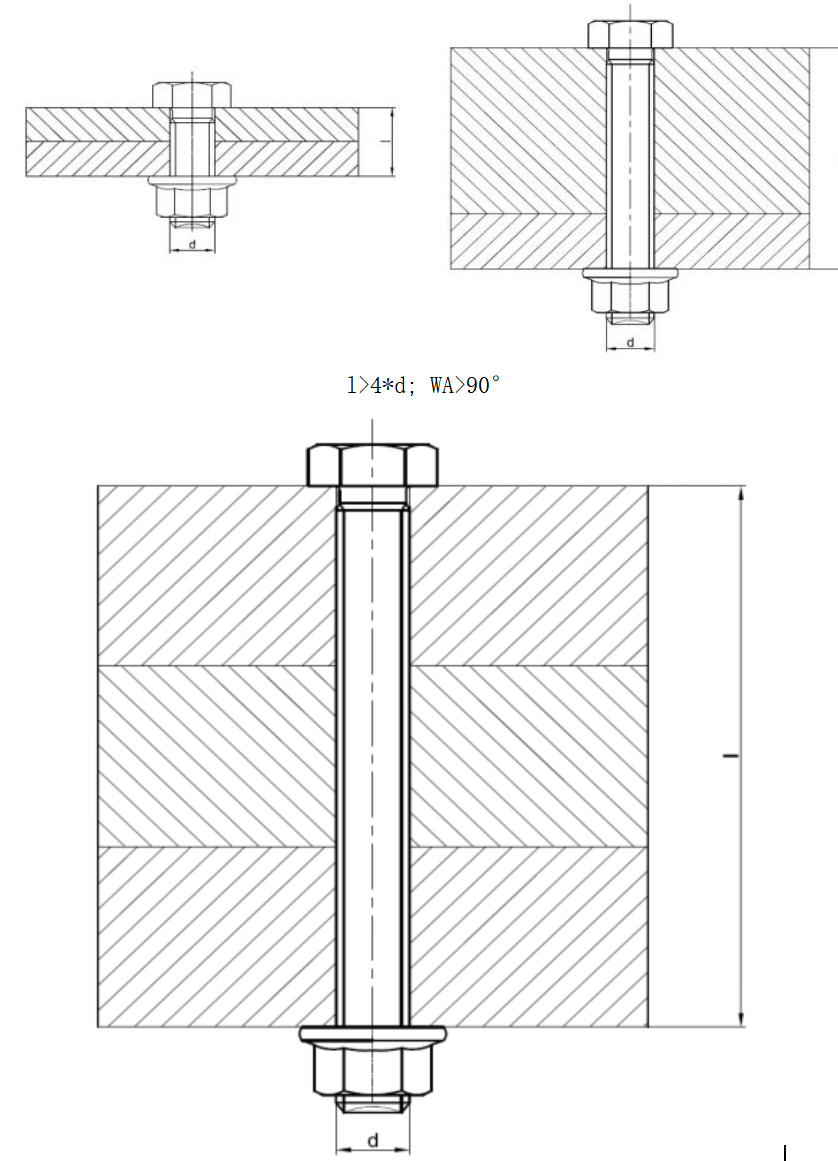
Ángulo de proceso WA bajo diferentes longitudes de sujeción
WA <90, Recomendación 45º; WA> 90, Recomendación 180º
l <1*d; Wa <90 ° 1*d≤1≤4*d; WA = 90 °
Además de la resistencia al perno, varias otras variables pueden afectar el valor final del par, incluido el coeficiente de fricción inicial y el radio de fricción de la cabeza. Por lo tanto, los pares finales dados en la tabla son valores de referencia, y solo son aplicables a la pequeña serie de pernos de brida hexagonales mencionados en GB/T16674.1.
Cuando se usa los pernos de la cara de la brida de la cabeza grande mencionados en GB/T5789/5790, el valor final del torque aumenta en aproximadamente un 20%.
Los parámetros del proceso de torque y ángulo de la zona elástica se determinan en función de los resultados de las pruebas de articulación y los requisitos de diseño de la fuerza de precarga de precarga (fuerza axial). Al mismo tiempo, se puede referir la siguiente experiencia:
Torque de umbral MS: Adopte el par umbral recomendado en la Tabla 1
Proceso de esquina WA: use 45º como esquina de proceso.
Fórmula de cálculo de la fuerza de ensamblaje de precarga axial en la zona de rendimiento:
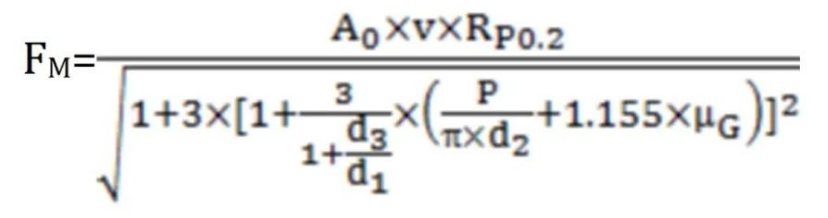
A0 - Área de la sección transversal mínima de tensión de los pernos
υ - Coeficiente de utilización de resistencia al rendimiento del perno, conjunto de zona de rendimiento υ = 1
Rp0.2 - Resistencia al rendimiento del perno
D2 - Diámetro de tono de rosca
D3: diámetro mínimo de la sección transversal de la parte del tornillo
μg - coeficiente de fricción del par de subprocesos
La fórmula para calcular el par final del ensamblaje en la zona de rendimiento:

FUN - Fuerza axial de rendimiento de perno
μges - coeficiente de fricción de hilo integral
P - tono de hilo
D2 - Diámetro de tono de rosca
DW - Diámetro exterior de la superficie de soporte inferior de la cabeza del sujetador
DH - Diámetro interno de la superficie de soporte bajo la cabeza del sujetador
Al apretar las conexiones roscadas con exceso de rendimiento, la fuerza y el torque previo al tinte se determinan de acuerdo con el coeficiente de resistencia y fricción del perno. La fuerza máxima previa a la fuerza aparece cuando la resistencia al perno es máxima y el coeficiente de fricción del hilo es mínimo. Al mismo tiempo, el par máximo aparece cuando la resistencia al perno es máxima y el coeficiente de fricción es mínimo. Cuando el coeficiente es máximo.

FV - precarga axial
Rp0.2 - Resistencia al rendimiento del perno
FM - Precaja axial de ensamblaje
FH - Variable auxiliar
M - par
μ - coeficiente de fricción
LET'S GET IN TOUCH
Privacy statement: Your privacy is very important to Us. Our company promises not to disclose your personal information to any external company with out your explicit permission.
Fill in more information so that we can get in touch with you faster
Privacy statement: Your privacy is very important to Us. Our company promises not to disclose your personal information to any external company with out your explicit permission.